エネルギー・素材メーカー企業に就職を検討している電気を学んでいる皆さんが、どのような設備の改善・改造に業務に今後携わるか、今回も鉄鋼会社を先に取り上げ、具体的な仕事内容について紹介したいと思います。第四回目は、鉄鋼・アルミ会社において、材料の性質をコントロールして形を形成させる圧延工程についての改善業務を紹介したいと思います。同じ業務が想定される製紙会社の抄紙工程についても紹介します。
圧延工程は鉄鋼、非鉄金属(特にアルミ)で行われ、温度と曲げる度合いで素材の性質をコントロールしながら、形を整える工程です。
原理は、わかりやすくするため、刀を作る工程と針金を曲げたときの性質を例に挙げて先に説明したいと思います。
まず、金属の特性として赤熱した状態の金属を急激に冷やすと固くなり、ゆっくり冷やすと柔らかく曲がりやすくなるという性質があります。そのとても良い例が刀です。刀は物を切断しやすくなっている一方、刀同士ぶつかり合ったとき、衝撃を吸収し折れにくい性質があります。これは刃先が鋭く固い一方、そのほかの範囲に弾力がありしなりやすいという性質が組み合わさっているため実現できています。制作の工程では刃先に薄く、その他の範囲に厚く泥を塗り、一気に油につけることで、伝わる温度と速度に差が出ることで、刀の特性が生み出されています。

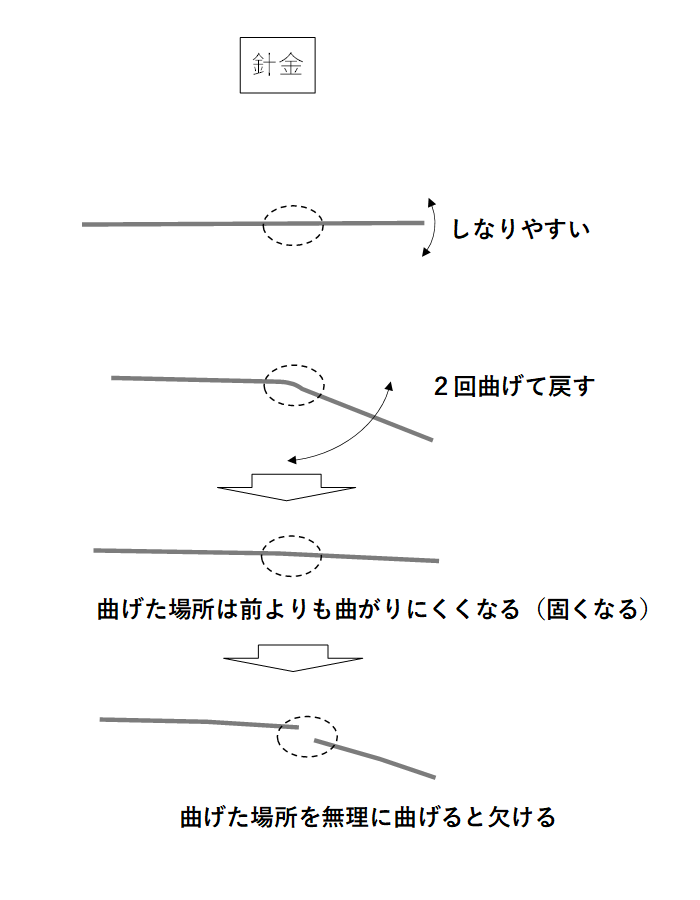
次に、金属は曲げることによる疲労回数が増えると、固くかけやすくなる性質があります。イメージしやすいのが、針金を何度も曲げるうちに曲げた場所が曲がりにくくなる例です。
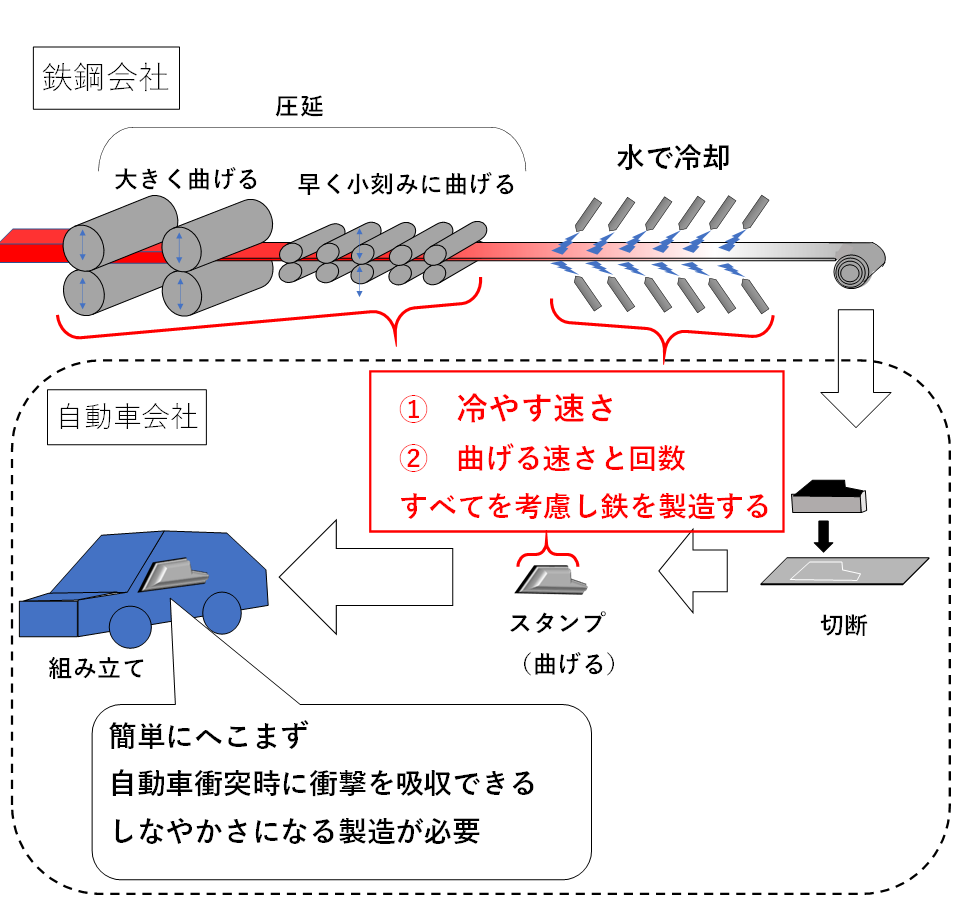
圧延工程では、この二つの性質を利用して、商品として必要な強度と曲げやすさに仕上げます。以下にその仕組みを図で示します。

ロールで金属材料を何度も繰り返し押しつぶす(曲げる)ことで、温かいうちに形の整形と固さを荒く調整してゆき、最終的に冷却水をかけることで、販売する固さと曲げやすさに微調整して仕上げます。一般的に鉄鋼会社から購入された鉄は、自動車会社や家電メーカーで別の形に加工されますので、鉄鋼会社では、最終的な製品(自動車など)が必要とする曲げやすさや固さを、販売後の加工の際に曲げることを考慮して、鉄を製造しています。
製造の際の曲げる回数や冷却水は、作る製品によってだけではなく、材料の温度、金属内部の合金元素の割合、周囲の気温や生産速度、その他、さまざまな要因をもとに調整が必要となります。
また、調整する側の曲げる回数や冷却水も、調整範囲が広範囲にわたります。例えば、圧延される材料は、実際すべて均一な性質ではなく、中央が柔らかく、両側が固いといった場所による性質の違いがあるため、それに応じて時間単位でロールの幅を変化させますが、その方法は、多数のロールがあり何通りもあります。冷却水は水量の制御だけでなく、その噴射する方向でも冷却速度・冷却量が変化しますので、これもまた何通りも冷却方法があります。
変動要因が多い圧延工程では、一定の性質をもった素材をどの程度まで再現性をもって生産できるかが重要になります。より素材の性質がピンポイントで求められるものほど、生産は難しくなります。
プラントエンジニアの業務としては、過去から大量に蓄積された製品製造時の条件とその時の製品情報からデータサイエンスで得られる最適な製品製造条件を導き出し、その情報と理論物理の観点から得られる情報をうまくつなぎ合わせて、さらに最適な条件算出方法を生み出す仕事。製品製造時の条件をより正確に精度よく捉えることのできる測定方法を編み出す仕事。ロール幅や冷却水の制御を、繊細にもしくは能力をあげる仕事、生産効率をあげるために、搬送速度を上げる仕事などがあります。
似た業務に携わる仕事としては製紙会社の抄紙工程があります。以下にその工程の仕組みを図に示します。
-1024x453.png)
抄紙工程は、原料をロールで押し固めながら水分を落としたのち、蒸気で加熱したロールでさらに水分をなくして巻き付ける工程です。
プラントエンジニアの業務としては、生産効率をあげるために、搬送速度を上げる必要があるのですが、そのために必要な検討を行う仕事があります。例えば、紙が切れないように回転速度を同期させて速度を上げるための、各ロールの速度検討、蒸気はLNGを燃やして作るため、過剰な使用はコストに影響しますので、必要最低限の蒸気量制御の構築などです。
コメント